Air supply
 The air supply is crucial to spindle operation. A clean, dry supply of air at the spindle's specified operating pressure is essential to avoid any long term deterioration in spindle accuracy. Furthermore any loss in air flow or obvious presence of contamination may lead to catastrophic spindle failure.
The air supply is crucial to spindle operation. A clean, dry supply of air at the spindle's specified operating pressure is essential to avoid any long term deterioration in spindle accuracy. Furthermore any loss in air flow or obvious presence of contamination may lead to catastrophic spindle failure.
Quality
Air quality suitable for supplying Loadpoint air bearings is defined in terms of its levels of contamination by solid particulates, water vapour and aerosol oil content.
Contamination levels should conform to the following ISO 8573-1 specifications where concentrations apply to air at 1 Bar pressure and a temperature of 20 deg C.
Type of contamination ISO Class Specification
Solid particles 2 size Oil 1 concentration Water 5 maximum dewpoint = 7 deg C
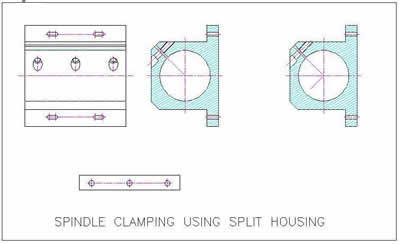
Every Loadpoint spindle has a specified operating pressure and air consumption and the supply should be capable of meeting these requirements. Spindle supply pressure should be maintained at the specified level +/- 0.5 Bar.
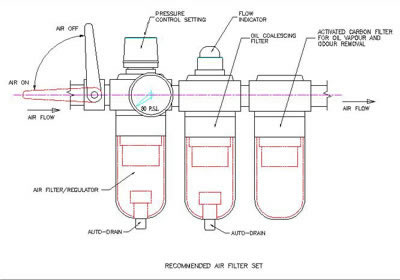
Recommended Equipment
The air compressor should be an oil free type such as a rotary screw compressor and the air should be passed through a freeze dryer and expansion chamber before final filtering and regulation. A three stage filter is effective in controlling solid particles and small traces of oil and water vapour. The first stage is a 5 um prefilter and regulator with autodrain. The second stage is a 1 um coalescing filter, again with autodrain and the third stage is an activated charcoal element for removing any final traces of oil. A pressure sensitive switch should be fitted between the filter unit and air bearing spindle and used to switch off the spindle drive in the event of the air pressure falling more than 0.5 Bar below the specified operating pressure.
Care should be taken in choosing piping and fittings. They should be clean and not require jointing materials which can act as contaminants. Pipe material should be non corrosive and the pipe sized to minimise pressure drop in the spindle supply line.